July 29,2020.
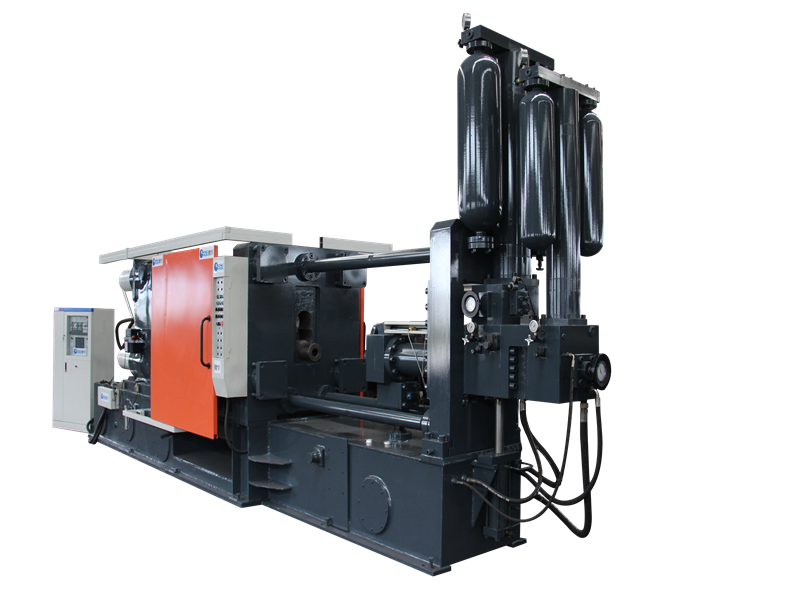
Поздравления Лунхуа на успешное окончание холодной машины заливки формы камеры на заводе! Бенгбу в Лунхуа , основана в Бэнбу, провинция Аньхой Китай ,в 1982 году, является профессиональным высокотехнологичным предприятием, занимается проектированием, производством и продажей холодная машина заливки формы камеры , литье периферийного оборудования , нефтепромыслового оборудования и нового энергетического оборудования ( природный газ , азот , Устьевое , кожух, сырья, сжиженных углеводородных газов, специальных газов, компрессора). На 7 ноября 2017 года, Лунхуа выиграл национальный высокотехнологичный сертификат предпринимательства! На 26 июня 2019 года, Лунхуа был успешно котируются в национальной науки и инновационных технологий специальный выпуск! 24 ноября, 2019, Бенгбу в Лунхуа и "Хэфэй институт Китайской академии наук" подписали "Толковейший высокоскоростной, высокой точности литья под давлением машины" проект, который был включен в одну из четырех высокопроизводительных производственных проектов в Бенгбу! Longua умные машины для литья под давлением применяются для изготовления деталей автомобиля и мотоцикла (двигатель, блок цилиндров, головка цилиндра, Картер, дверь на петлях крышки, масляный поддон, корпус редуктора, редуктор, заглушка, панель приборов и т. д.), электрический поручня эскалатора/лестницы, промышленной/дороги/железнодорожного/воздушного/сельхозтехники, фары оболочек, строительный материал деталей, мебели, алюминиевый искусства, искусства медь, магний сплав продукции, цветных металлов, обработанные продукты и другие продукты заливки формы. Лунхуа машина для литья под давлением и нефтепромысловое оборудование продукция экспортируется в: Бразилия, Египет, ЮАР, Вьетнама, Пакистана, Бангладеш, Уругвай, Индия, Россия, Казахстан, Киргизия, Украина, Иран, Ирак, Северная Корея, Японии, Эквадоре, США, Южной Кореи, Алжира, Китая, Тайваня и других стран и регионов. Цель качества Лунхуа заключается в том, что "сегодняшнее качество завтрашний рынок"....
прочитайте больше