2023-04-09
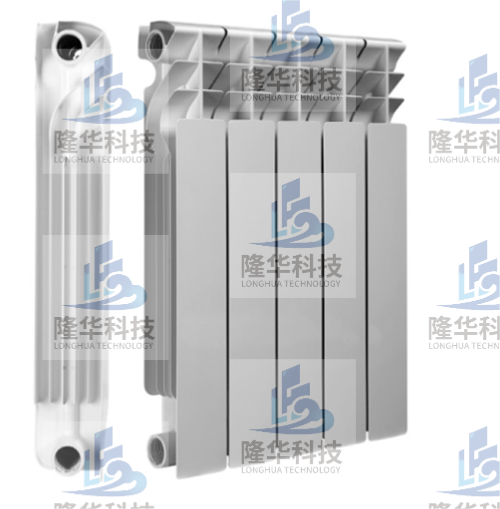
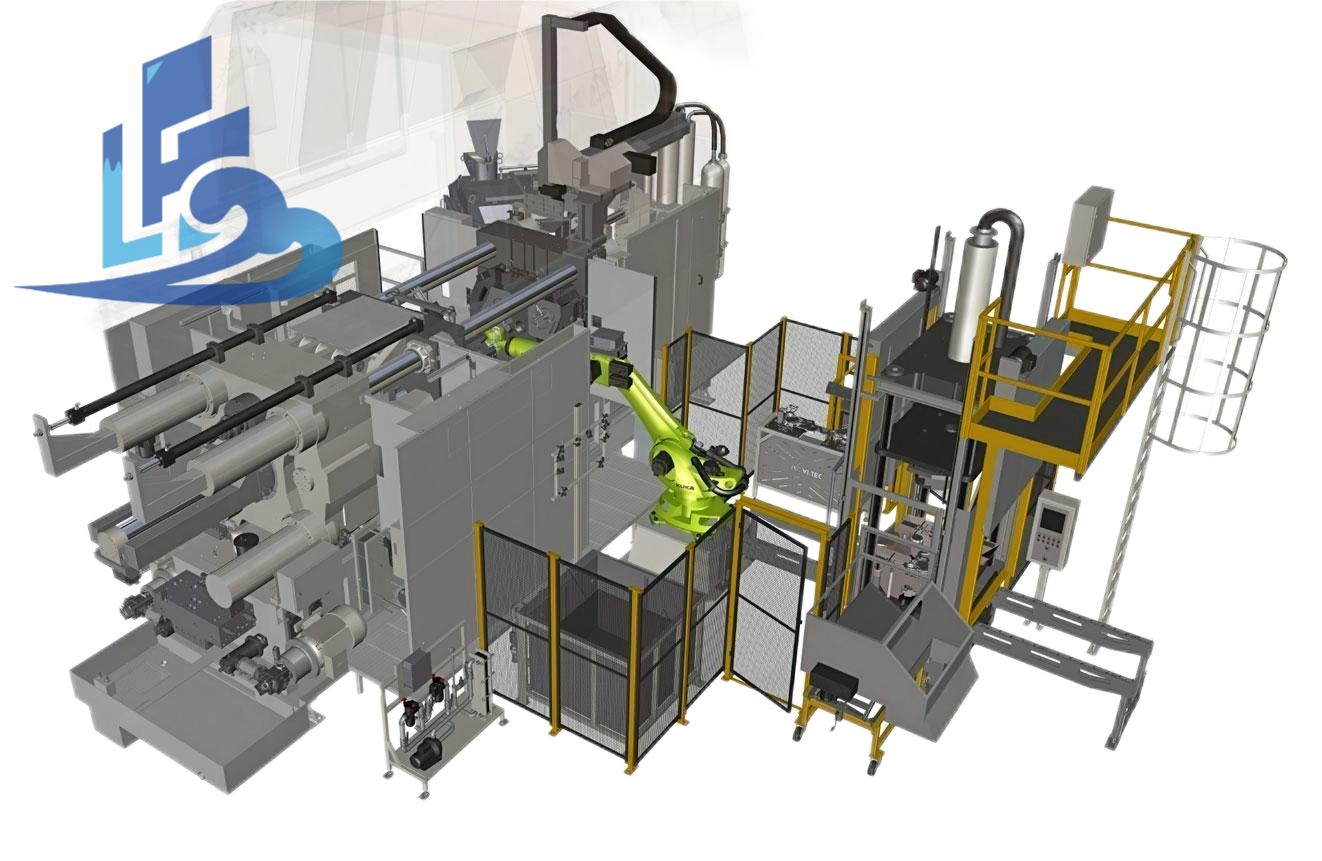
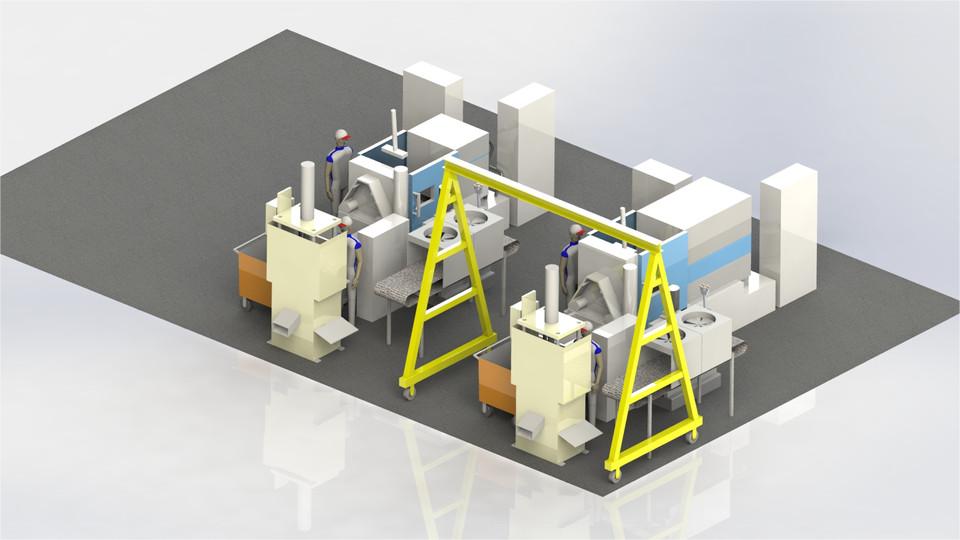
Плотность отливок из алюминиевого сплаваотносительно небольшой, и он имеет характеристики высокой прочности, сильной ударной вязкости и легкого удельного веса. Следовательно, при той же конструктивной площади вес конструкционных деталей может быть уменьшен, поэтому детали из алюминиевого сплава для литья под давлением широко используются во многих машинах и некоторых прецизионных мелких деталях. Блеск поверхности алюминиевого сплава ярче, чем у обычных металлов, и он обладает хорошей коррозионной стойкостью в атмосфере и пресной воде, поэтому он имеет широкий спектр применения в производстве гражданской посуды. Литые детали из алюминиевого сплава обладают хорошей теплопроводностью и электропроводностью. Они также подходят для использования в теплообменных устройствах, используемых в химическом производстве, и деталях, требующих хорошей теплопроводности в энергетическом оборудовании, таких как головки цилиндров и поршни двигателей внутреннего сгорания. сплав для изготовления. Из-за большой скрытой теплоты затвердевания алюминиевого сплава при одинаковых весовых условиях процесс затвердевания алюминиевой жидкости длится намного дольше, чем отливка из стали и чугуна, и обладает хорошей текучестью, что выгодно для литья тонкостенных и сложноструктурированных изделий. отливки. Литье под давлением из алюминиевого сплава не только обладает характеристиками высокой прочности, сильной ударной вязкости, легким удельным весом и текстурой металла, но также имеет характеристики легкого веса пластика и разнообразной технологии обработки поверхности. Поэтому литье под давлением из алюминиевых сплавов широко используется в различных областях. Например, он широко используется в дверной фурнитуре, банковском деле, авиации, электронных продуктах, кораблях, строительных материалах, бытовой технике, различных транспортных средствах и приборостроении. Следующее оборудование Nanhai Fengyi объяснит вам следующие преимущества литья под давлением из алюминиевого сплава: 1. Алюминиевый сплав токопроводящий; 2. Алюминиевый сплав обладает высокой текучестью, что позволяет максимально быстро заполнять форму во время литья под давлением; 3. Алюминиевый сплав обладает такими характеристиками, как высокая прочность, высокая ударная вязкость и легкий удельный вес; 4. Алюминиевый сплав имеет высокую вязкость и легко прилипает к форме во время литья под давлением; 5. Алюминиевый сплав обладает высокой коррозионной стойкостью и износостойкостью; 6. Плотность алюминиевого сплава относительно низкая. Для продуктов того же объема качество алюминиевого сплава относительно легкое, поэтому он имеет характеристики более низкой цены, чем другие сплавы....
прочитайте больше