2024-07-01
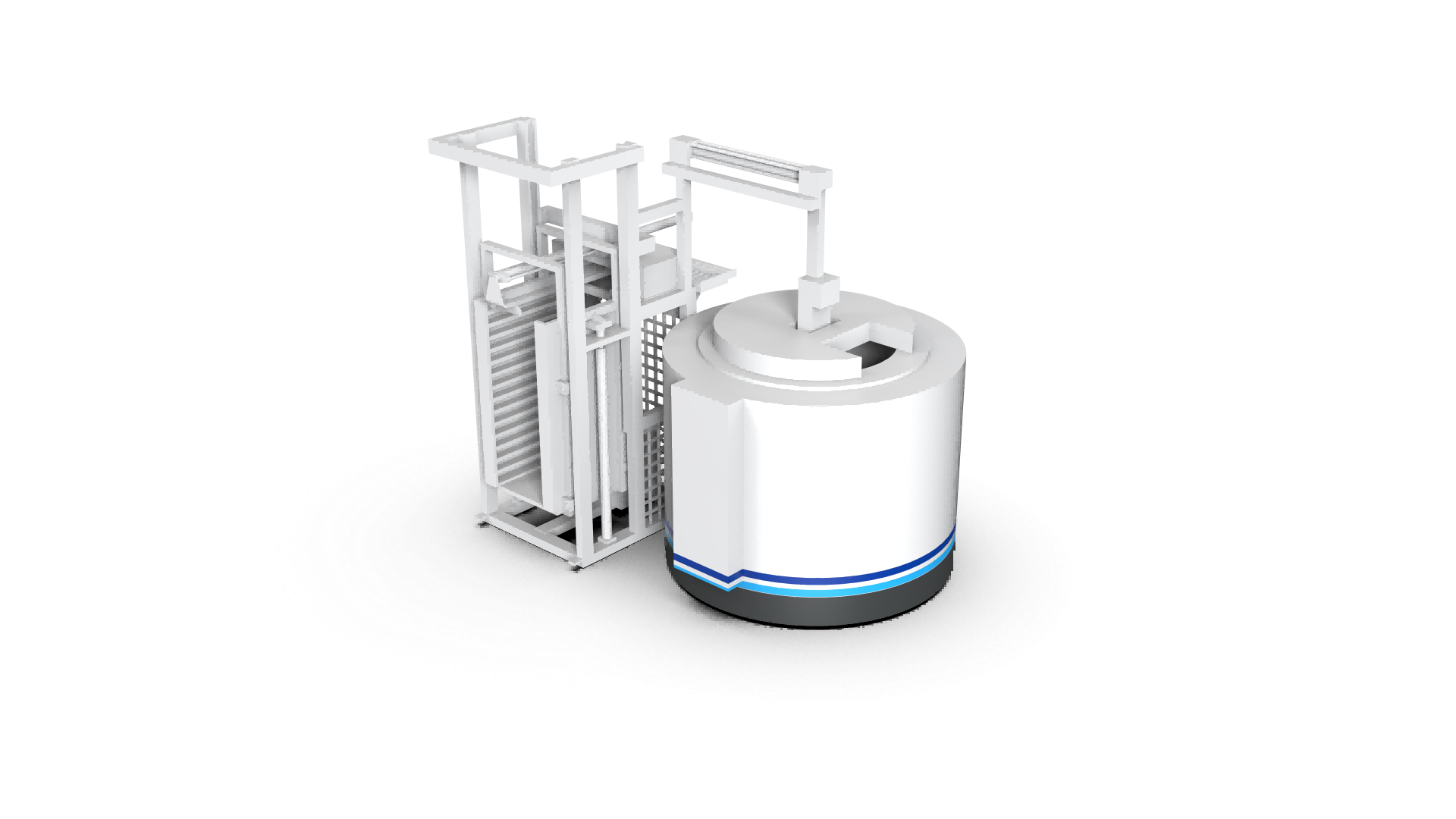
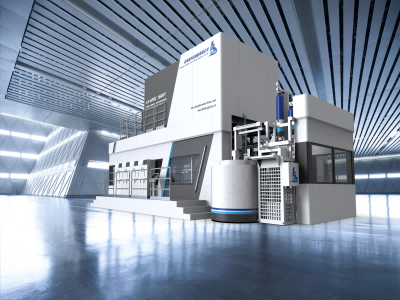
Выбор подходящего тигля для вашей машины для литья под давлением является важным шагом для обеспечения эффективного процесса литья под давлением и стабильного качества продукции. Ниже приведены ключевые факторы при выборе тигля: 1. Материалы и типы сплавов для литья под давлением. Первое, на что следует обратить внимание, это тип материалов и сплавов для литья под давлением, которые вы обычно используете, например, алюминиевые сплавы, цинковые сплавы, магниевые сплавы и т. д. Разные материалы имеют разные температуры плавления и характеристики плавления, поэтому вам необходимо выбрать соответствующий тигель, чтобы эти сплавы можно было правильно нагреть и изолировать. 2. Емкость тигля и производственные потребности. Выберите тигель соответствующей емкости в зависимости от масштаба вашего производства и количества жидкого металлического сплава, необходимого для каждой операции литья под давлением. Емкость тигля должна соответствовать размеру и частоте вашей производственной партии, чтобы обеспечить непрерывность производства и эффективность. 3. Метод нагрева и тип энергии: Тигли обычно нагреваются методом резистивного нагрева или газовым нагревом. Выберите метод отопления, который соответствует энергоснабжению вашего предприятия и гарантирует стабильное и эффективное отопление. 4. Долговечность и выбор материала. Тигель должен быть устойчив к высоким температурам, износу и коррозии, чтобы противостоять высоким температурам и эрозии металлических жидких сплавов при литье под давлением. Выбор тиглей, изготовленных из высококачественных и огнеупорных материалов, позволяет продлить срок службы и снизить затраты на техническое обслуживание. 5. Система управления и возможности автоматизации. Современные тигли обычно оснащены современными системами контроля температуры и давления, обеспечивающими поддержание стабильных технологических параметров металлических сплавов на протяжении всего процесса нагрева и изоляции. Некоторые тигли также имеют функции автоматического контроля и сбора данных, которые помогают улучшить контроль и согласованность производственного процесса. 6. Соображения безопасности и защиты окружающей среды: убедитесь, что выбранный тигель соответствует стандартам безопасности и учитывается его воздействие на окружающую среду. Некоторые конструкции тиглей включают системы очистки выхлопных газов для снижения негативного воздействия на окружающую среду и обеспечения безопасности операторов. 7. Экономическая эффективность и комплексные соображения. Наконец, выберите подходящий тигель с учетом бюджетных и финансовых ограничений. Учитывайте стоимость покупки, эксплуатационные расходы и затраты на техническое обслуживание, чтобы гарантировать, что инвестиции принесут долгосрочную выгоду и производственные преимущества. Принимая во внимание вышеуказанные факторы, выбор тигля, подходящего для конкретного процесса литья под давлением и производственных потребностей, является одним из ключевых факторов, обеспечивающих эффективность производства ли...
прочитайте больше