2024-02-08
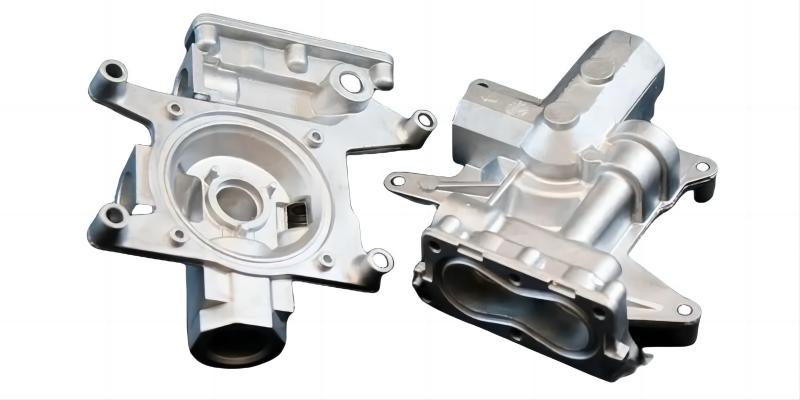
Распространенные проблемы с трещинами в деталях, отлитых под давлением , могут возникать в процессе производства или во время использования, что отрицательно влияет на производительность и надежность деталей. Вот некоторые распространенные причины проблем с трещинами при литье под давлением и соответствующие решения: 1. Проблемы проектирования пресс-форм : Причина проблемы: необоснованная конструкция формы, например, слишком слабые участки, неровная структура и т. д., может привести к концентрации напряжений в отливке под давлением во время процесса охлаждения, что приведет к образованию трещин. Решение: оптимизируйте конструкцию пресс-формы, увеличьте опорную конструкцию и уменьшите зону концентрации напряжений при литье под давлением, чтобы уменьшить возникновение трещин. 2. Неправильный контроль температуры металла: Причина проблемы: слишком высокая или слишком низкая температура металла может привести к появлению трещин в отливке в процессе охлаждения. Решение: Строго контролировать температуру заливки и скорость охлаждения металлической жидкости, чтобы гарантировать, что температура металла находится в соответствующем диапазоне, и избегать чрезмерных температурных градиентов. 3. Проблема усадки металла: Причина проблемы: металл сжимается в процессе охлаждения, и если усадка неравномерна или превышает ожидаемую, это может привести к появлению трещин. Решение: оптимизируйте состав сплава и литниковую систему, уменьшите усадку металла и примите меры по последующей термообработке или снятию напряжений для снижения внутренних напряжений при литье под давлением. 4. Чрезмерное охлаждение или неправильная термическая обработка: Причина проблемы: во время охлаждения или последующей термообработки деталей, отлитых под давлением, неправильный контроль температуры или чрезмерное время обработки могут привести к неравномерности организационной структуры, что может привести к трещинам. Решение: Строго контролировать температуру и время процессов охлаждения и термообработки, чтобы избежать чрезмерного нагрева или сохранения тепла, чтобы обеспечить единообразную и стабильную организационную структуру литья под давлением. 5. Неправильная работа: Причина проблемы: Неправильный контроль со стороны оператора во время процесса литья под давлением, например, чрезмерное давление, температура или скорость, также может привести к появлению трещин в отлитых под давлением деталях. Решение: Обучите операторов понимать и правильно выполнять рабочие процедуры, строго контролировать параметры литья под давлением и избегать рабочих ошибок. Благодаря вышеуказанным мерам проблема трещин в отливках под давлением может быть эффективно предотвращена и уменьшена, а качество и надежность отливок под давлением могут быть улучшены. Longhua имеет большой опыт в области проектирования высокоточных пресс-форм , которые могут эффективно предотвращать и уменьшать трещины в деталях, отлитых под давлением , а также повышать качество и надежность деталей, отлитых под давлением....
прочитайте больше