2023-04-02
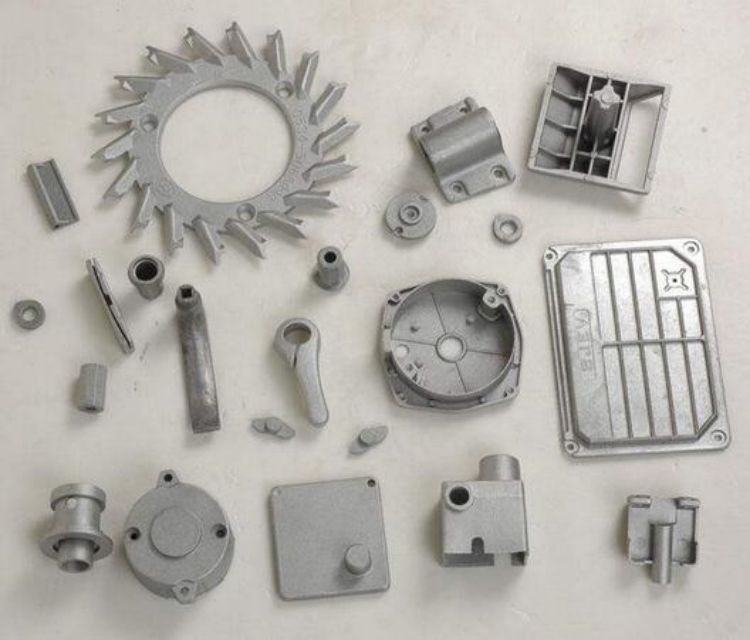
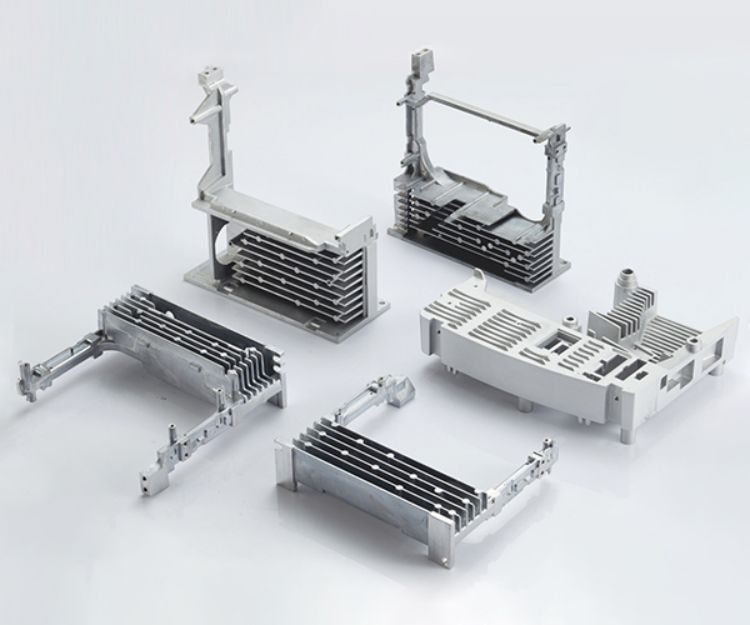
Мы производим передовые машины для литья под давлением с усилием запирания от 3400 до 92000 кН. Мы разрабатываем индивидуальные решения для вашего литейного производства, от одной машины до полностью интегрированной ячейки для литья под давлением. Каждая система литья под давлением спроектирована для точного удовлетворения ваших производственных потребностей. Наши решения, ориентированные на доступность, время цикла и качество производства, используются для производства сложных компонентов для широкого спектра применений по всему миру. Мы предлагаем одно комплексное решение. Каждая система адаптирована к деталям, которые вы производите, вашим процессам и производственной среде, гарантируя, что вы получите эффективность, качество, простоту эксплуатации и автоматизацию в соответствии с вашими конкретными потребностями. Используемый материал определяет минимальную толщину профиля и минимальную осадку, необходимые для отливки, как указано в таблице ниже. Самая толстая часть должна быть менее 13 мм (0,5 дюйма), но может быть и больше. Первым и наиболее важным шагом на пути к нашему видению является внедрение нашей системы управления ячейками SmartCMS, позволяющей из одной точки доступа просматривать, контролировать и управлять всей ячейкой литья под давлением. Мы предлагаем полный спектр периферийного оборудования, от вакуумных систем, опрыскивателей и маркеров до ковшов, экстракторов и роботов. Интеграция наших периферийных устройств позволяет реализовать единую концепцию управления и упростить работу с вашей системой литья под давлением. Кроме того, мы можем интегрировать предпочитаемые вами периферийные устройства в ваше индивидуальное производственное решение. Мы предлагаем полный спектр периферийного оборудования, от вакуумных систем, опрыскивателей и маркеров до ковшов, экстракторов и роботов. Интеграция наших периферийных устройств позволяет реализовать единую концепцию управления и упростить работу с вашей системой литья под давлением. Кроме того, мы можем интегрировать предпочитаемые вами периферийные устройства в ваше индивидуальное производственное решение....
прочитайте больше