2022-05-10
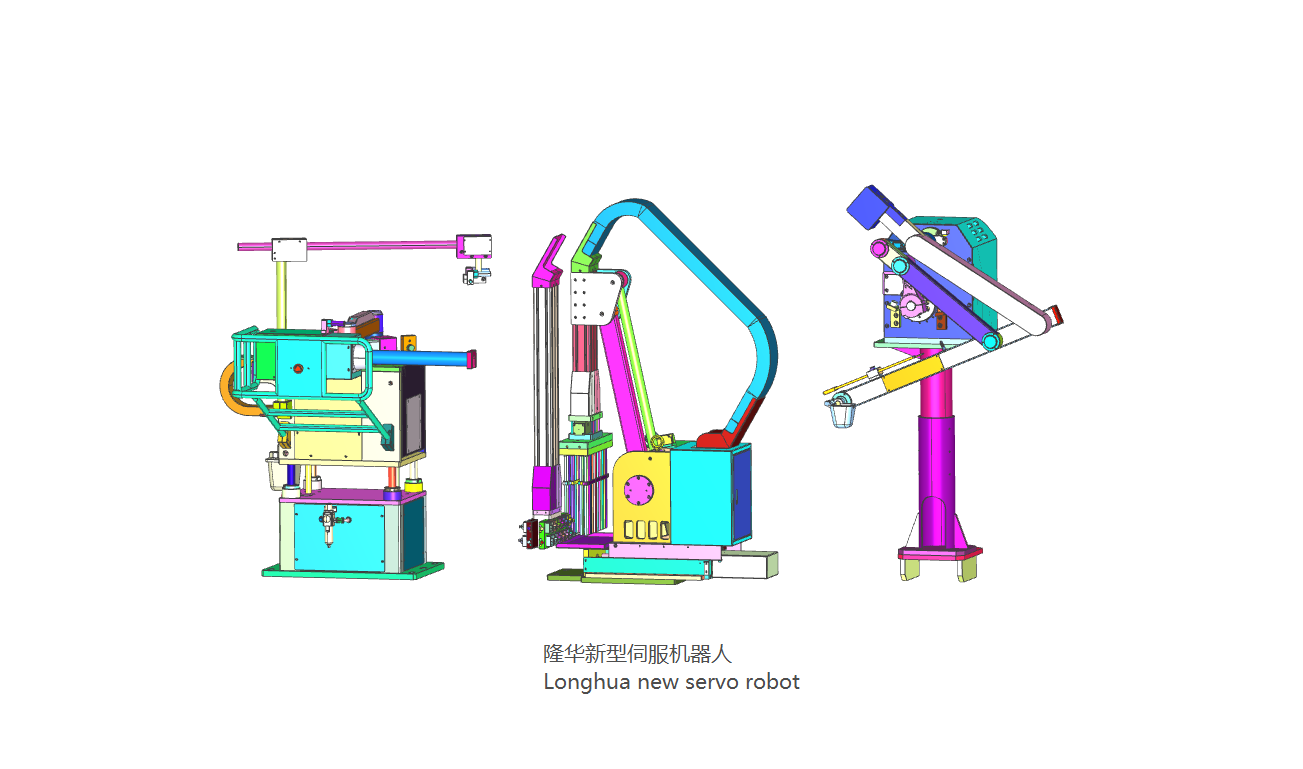
Сервомеханизм,, также известный как следящая система,, представляет собой систему управления с обратной связью, предназначенную для точного отслеживания или воспроизведения процесса.. сервосистема система автоматического управления, которая позволяет состоянию положения,, ориентации, и другим контролируемым выходным параметрам объекта следовать произвольным изменениям во входной цели (или заданном значении).его основная задача состоит в том, чтобы увеличить , преобразование и управление мощностью в соответствии с требованиями команды управления ,, чтобы крутящий момент ,, скорость и управление положением на выходе приводного устройства были очень гибкими и удобными .. сервосистема во многих случаях, количество контролируемых точек (система) вывода представляет собой механическое перемещение или скорость перемещения и систему управления обратной связью по ускорению, ее роль состоит в том, чтобы сделать вывод механического перемещения (или угла ) для точного отслеживания входного смещения (или угла), его структуры и других форм системы управления с обратной связью принципиальной разницы нет. сервосистема первоначально использовалась в национальной оборонной промышленности,, например, для управления артиллерийским вооружением,, кораблем,, автопилотом самолета,, запуском ракет, и т. д..,, а затем постепенно продвигалась во многих секторах национальная экономика,, такие как автоматическая линия по производству литья под давлением, беспроводное отслеживание, и т. д.. первая, главная роль 1. управление мощной нагрузкой с помощью маломощного управляющего сигнала; 2. при отсутствии механической связи, входной вал управляет выходным валом, расположенным на расстоянии, для достижения дистанционной синхронной передачи; 3, сделать так, чтобы выходное механическое смещение точно отслеживало электрические сигналы,, такие как устройства записи и индикации. ii. история развития сервопривод это сокращение от слова сервомеханизм,, происходящее из греческого языка и означающее раб., как следует из названия, сервомеханизм относится к системе, выполняющей внешние инструкции для выполнения желаемого движения. факторы движения включают положение, скорость и крутящий момент. обзор истории развития сервосистемы, от самой ранней гидравлической и пневматической системы до современной электрификации, сервосистемы, состоящей из серводвигателя,, устройства обратной связи и контроллера, прошло почти 50 лет. в настоящее время, с непрерывной зрелостью технологии, технология серводвигателя переменного тока с его отличными экономическими характеристиками, постепенно заменяет двигатель постоянного тока, чтобы стать доминирующей сервосистемой двигателя. Зрелая технология сервосистемы переменного тока также заставляет рынок демонстрировать быстрое диверсифицированное развитие, и становится одной из вспомогательных технологий промышленной автоматизации.3. машина для литья под давлением, оснащенная сервороботом...
прочитайте больше