February 16,2022.
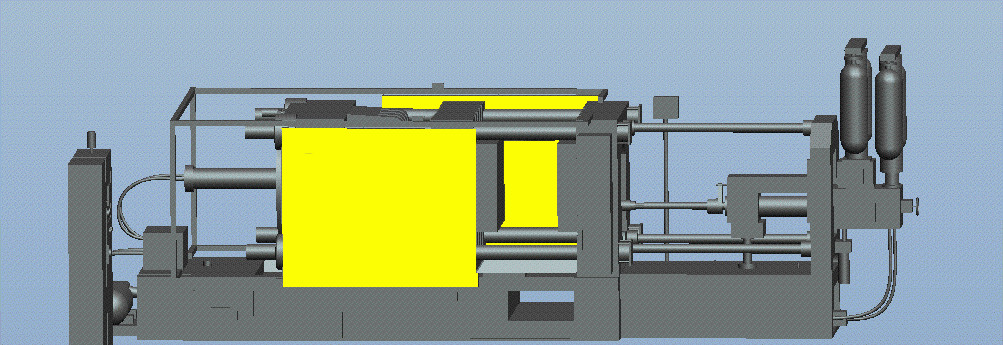
01. Краткое введение в индустрию литья под давлением В настоящее время, подавляющее большинство машин для литья под давлением относятся к машинам для литья под давлением с гидравлической трансмиссией,, мощность системы гидравлической трансмиссии обеспечивается масляным насосом с приводом от двигателя. В процессе изменения цикла литья под давлением , машина для литья под давлением в разных процессах требует разного расхода и давления , должна полагаться на клапан потока и клапан давления для регулировки разного расхода и давления, необходимых для разных процессов . И когда изменение нагрузки относительно велико ,, поскольку выходная мощность количественного насоса не может регулироваться ,, поэтому избыточная энергия может потребляться только в перегородке , утечка масла , повышение температуры масла , ], что также усугубляет износ различных клапанов, и вызывает высокую температуру масла,, чрезмерный шум двигателя,, сокращение механического срока службы и другие явления. И обычно при проектировании мощность двигателя намного превышает фактическую потребность,, возникает "большой конный вагон" явление,, приводящее к большим потерям электроэнергии. Поэтому , очень важно продвигать применение преобразователя частоты в машине для литья под давлением, чтобы уменьшить потери энергии .. 02, Обзор гидравлической системы машины для литья под давлением 1. Обзор принципа работы машины для литья под давлением Гидравлическая машина для литья под давлением представляет собой типичный тип оборудования с периодическим режимом работы , в полном рабочем цикле (процессах), который можно условно разделить на зажим , для супа , и съемку ,, вытягивание сердечника , открытый режим [ 3) наперсток, охлаждение, аккумулятор и т. д. несколько ступеней, каждая ступень проходит через моторный насос масляного насоса из гидравлического масла в каждый цилиндр приводной трансмиссии через ряд действий, Каждая стадия требует различных давлений и потоков. Для гидравлической системы, каждой ступени требования к давлению, расходу каждой различны, и мощности двигателя масляного насоса исходя из распределения максимальной нагрузки в процессе работы, и машины литья под давлением рабочий цикл, только зажатие под высоким давлением, а затем рабочая нагрузка на стадии выстрела больше, другая рабочая стадия обычно мала, в процессе охлаждения нагрузка почти нулевая. Для двигателя масляного насоса , процесс машины для литья под давлением управляется изменениями состояния нагрузки , количественным насосом в гидравлической системе , двигателем масляного насоса с постоянной скоростью для обеспечения постоянного потока , и требуемый размер рабочего давления и расхода зависит от пропорционального клапана давления и пропорционального клапана расхода, которые необходимо регулировать, путем регулировки открытия пропорционального клапана давления или расхода для управления давлением или расходом. Излишнее гидравлическое масло стекает обратно через предохранительный клапан.. Этот процесс называется закрыт...
прочитайте больше